Toroidal coil winding machine operation video-Machine operation
Toroidal coil winding machine operation video
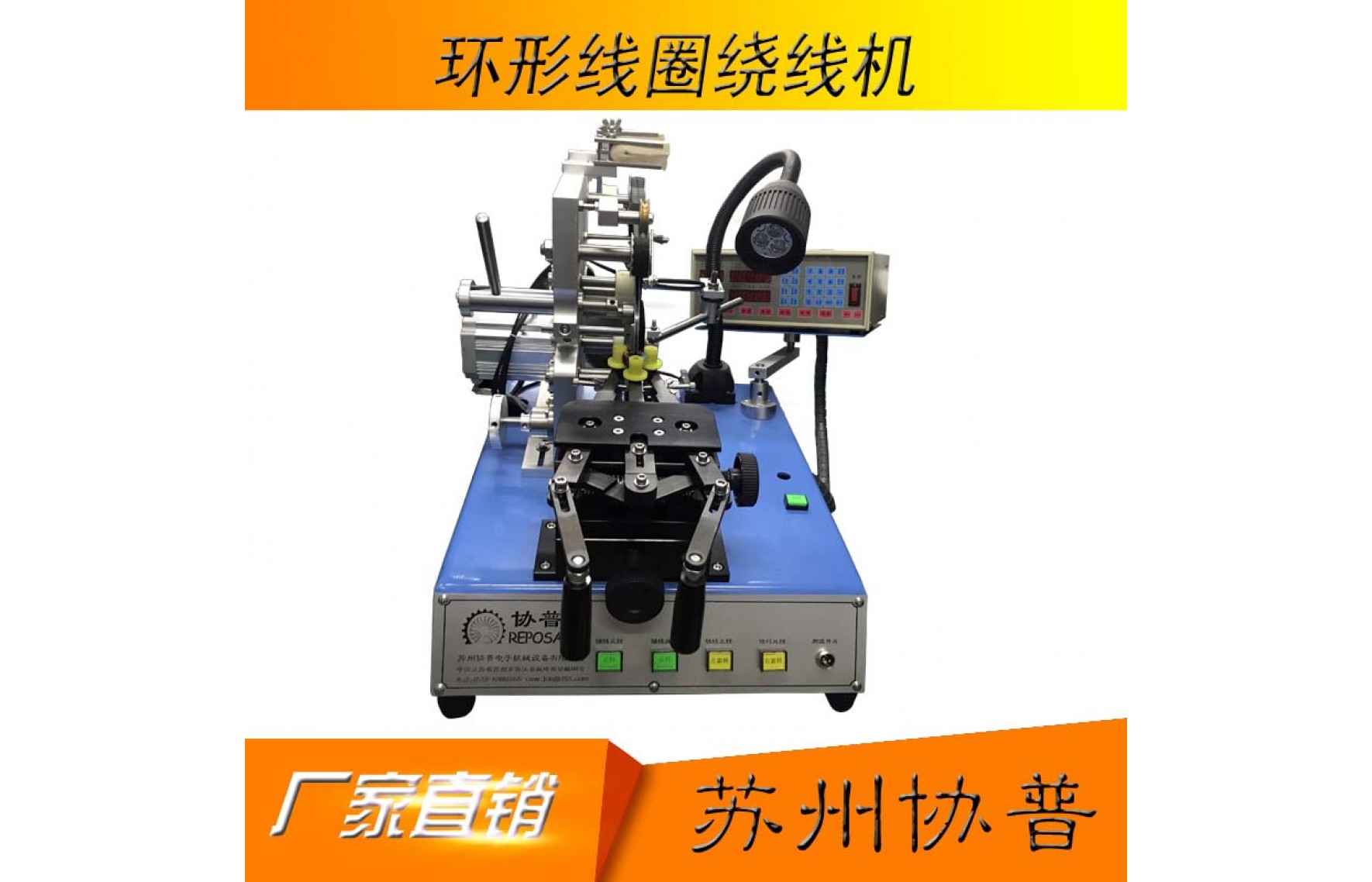
Below we introduce the structure of this toroidal coil winding machine. This part is the controller and this part is the clamping base. We control the clamping of the product by opening and closing the handle. This position is the storage ring. The enameled wire is stored on the storage ring first, and then wound around this product. This position is a manual winding handle. Turn this handle. The steel plate can be driven manually. The steel ring has an opening. This position is an opening. The opening is opened and closed by sliding the handle up and sliding to the left to open or close. . This position is called the crimping plate, and this position is called the baffle. After the line is removed, its degree of tightness is determined by the tension of the belt. The tension of the belt is adjusted by the tension adjustment knob. When adjusting the belt tension, first loosen And then rotate the handle. When rotating the handle, there is an idler wheel. When the idler wheel goes in, the tension of the belt will increase, so that the winding of the enameled wire will become tighter.
Let's take a look at how the enameled wire of this toroidal coil winding machine is installed. Put the spool vertically on the ground. This is wool felt. After the copper wheel, then the wool felt, and then the copper wheel in front, note that the degree of clamping of the wool felt can be adjusted by the horn nut, we will now do a demonstration by winding a product, this magnetic ring is picked up , And then the position of the steel ring opening is now here. The opening and closing handle is turned up. Then open to the left. Squeeze the handle, open this side, put the magnetic ring in, and then open and close the handle to reset, the copper wire bends a small groove, the groove is facing the outer line, press the start. Then cut it at the required position, pay special attention at this time, The thread passes from the right side of the steel ring from the right to the left, and then wraps around on the wheel. In this case, when he waits for the round, the power will be less. Then press start.
The winding of a loop coil is completed. There are three important points in the winding process. Let me emphasize first. First, the tension of the belt mentioned above is very important. If the thread is thin, the tension of our belt will break if it is too large. If the tension is too small, it won't be so smooth, it won't be so tight. Before the adjustment of the belt, the previous video said, loosen this knob, and then adjust the idler with another knob. The more the idler is toward the front, the greater the belt tension. Then the second is: the left and right position of the magnetic ring relative to the steel ring. When you see the enameled wire passing by, when you pass it, you need to align the center of the magnetic ring with the right side of the steel ring. ? It is adjusted by the adjustment handle on the clamping base, this is the second one. There is also the last one. In order to arrange the enameled wire relatively flat, the distance between the front and back of the magnetic ring should be as close as possible to the baffle of the ring coil winding machine. Where is his adjustment? It is also in the clamping seat. The front and rear handles are for adjustment.
Related Post
Precision Winding Machine | Hollow Coil Winding Machine | Whole Column Coil Winding Machine
Precision winding machine
Precision winding machine For general winding machines, including CNC and automatic winding machines, only the set number of turns of enameled wire is required to be wound, and the appearance is roughly flat, but there are some special high-demand occasions , It is required that the arrangement of enameled wires must be neat without a random winding.
This kind of coil has several advantages. First, the consistency of inductance is very high. Second, the enameled wire occupies less space, and the enameled wire can reach the ideal neat arrangement. Third, the energy density is high. Fourth, the high temperature resistance performance is better. , The enameled wires are in line contact, and in the case of random winding, the superimposition between the wires will have a little contact, and it is easy to break down under high temperature and high pressure.
In order to achieve a stable and neat arrangement, in addition to the requirements for enameled wires, compared with general coil winding machines, high requirements are put forward for the electronic control, mechanism design and manufacturing accuracy of structural parts of the fine winding machine.

The choice of the number of turns of the CNC winding machine controller
Choice of winding number counting unit:
The winding count unit can be selected. The number of turns on the display is composed of 5-digit digital tubes. When the default turn count unit is 0.1 turns, the maximum number of turns that can be set by this controller is 9999.9 turns. When the counting unit is changed to 1 circle, the maximum number of circles can reach 99999 circles
REPOSAL? successfully developed an ultra-precision flow tube metering heating wire winding machine
On August 6, the first ultra-precision flow tube metering heating wire winding machine independently developed by Suzhou REPOSAL? Electronic Mechanical Equipment Co., Ltd. successfully completed the test, and the performance of each index reached the level of the industry in advanced foreign countries.
At present, the ultra-precision flow tube, a metal tube with a diameter of 0.4mm, a wall thickness of 0.1mm, an inner diameter of 0.2mm, and a special metal wire of 0.03mm are wound. There are single-layer winding, double-layer winding, and double-layer butt-joining winding. Flow tube is required There is no deformation at both ends and the metal wires are arranged neatly. This process technology has been monopolized by foreign companies for a long time, and the price is high, which severely restricts the research and achievement of ultra-precision flow meters in China.
Ultra-precision flow tube metering heating wire winding machine is an important symbol of independent innovation ability. The research of this equipment has broken through many key technologies of precision winding technology and optimized the process and mechanical structure. In the next step, Suzhou REPOSAL Electronic Machinery Equipment Co., Ltd. will further optimize the design and production process, reduce the cost of the whole machine, make it better to market, and accelerate the application and industrialization of localized precision winding machines.

REPOSAL? Toroidal transformer Taping Machine Instructions
Toroidal transformer Taping Machine Instructions


Micro toroidal coil winding
 Micro toroidal coil winding
Micro toroidal coil winding
Before winding:
Outer diameter 7.5mm
Inner diameter 4mm
Height 2.3mm
Enameled wire diameter: 0.17mm
80 laps.

Toroidal coil winding machine
Toroidal coil winding machine
There are side-slip toroidal coil winding machines with processing coils, and belt-type toroidal coil winding machines with small-sized inductors.
Toroidal coil winding machines have the same specifications.Generally speaking, the smaller the inner diameter, the more difficult to process, and the thicker the wire diameter, the more difficult to process.
The video above shows the winding of an enameled wire with a diameter of 14mm and a diameter of 1.3mm.

Analysis of winding tension of loop winding machine
Analysis of winding tension of loop winding machine
Toroidal winding machine-Toroidal coil winding machine-Enameled wire is wound radially on the closed toroidal structure (for details, please refer to the toroidal winding machine tutorial): With the rapid development of the domestic power industry, the demand for current transformer coils Increasingly, the development of current transformer coil winding equipment is imminent. In order to meet the needs of the market, we have developed a current transformer toroidal coil winding machine based on imported equipment. During the design and testing process, we found that, The key to the design of toroidal winding machine is the control of winding tension.

This automatic winding machine is composed of a frame, a pay-off mechanism, a winding head, a tape head, a clamping device, and a control system.
loop winding machine, automatic winding machine,
1, the working principle of toroidal winding machine
Firstly, the wires are evenly wound on the wire storage ring, and then the wires wound on the wire storage ring are wound on the skeleton by a shuttle. The skeleton is driven by the servo motor to rotate, so that the wires are evenly arranged on the skeleton when the wire is wound to a certain amount , And then wind the tape on the frame through the wire storage ring, and then wind it.
2, analysis of winding tension
Through our continuous practice, we have discovered that during the entire winding process, using appropriate force to wind the wire tightly on the skeleton is the key to the quality of the winding. Therefore, we will focus on the factors that affect the winding tension.
1. The grinding moment of the rotating part of the thread bobbin
2. The moment of inertia caused by the acceleration of the thread bobbin part (including the wire wrapped in the bobbin).
The main part of the frictional torque is generated by the tension mechanism, which prevents the wire shuttle from moving and tightens the wire to generate winding tension.
Due to the influence of the winding ring surface and its deviation from the center position in the winding gear, even if the winding is at a constant speed, the movement speed of the thread shuttle is small and uniform, which generates the moment of inertia caused by acceleration, which affects the winding tension.
The movement speed of the thread shuttle can be regarded as composed of two speeds: one is the speed Vo equal to the speed of the pulley on the winding gear, and the other is the speed at which the thread shuttle releases the amount of wire. The former is a constant, and the latter is calculated as follows ( see picture 1)
loop winding machine winding tension analysis 1
So in order to reduce the acceleration of the thread bobbin, it is required:
1. The frame profile H should be small, and the profile should be as close as possible to the center of the winding gear, that is, the value of 1 should be small.
2. The thread hook flat diameter R should be as small as possible.
3. The winding speed ω cannot be too high (this is in conflict with improving production efficiency).
The approximate curve of the speed Vx and acceleration а of the mountain thread shuttle is obtained by the graphical method, and the description is as follows (see Figure 2 and Figure 3):
loop winding machine winding tension analysis 2
1. When the small pulley on the winding gear is at the 0° position, the speed of the thread shuttle is equal to the speed of the small pulley V0, when the speed of the thread shuttle gradually increases from 0-60°, there is a positive acceleration at this time. =600-180`) when the thread shuttle moves at a constant speed, the speed is Vm>Vo. When а=180°~263°, the speed of the thread shuttle gradually decreases. At this time, there is a negative acceleration a = 263°. The speed of the thread shuttle is equal to the pulley speed V. When а=263°~345°, the speed of the thread shuttle continues to decrease. Small, that is, it is lower than V and has a negative acceleration. When а=345°, the speed of the thread shuttle is the minimum Vo, when а=345°~360°, the speed of the thread shuttle increases gradually and there is a positive acceleration.
2. When the winding gear rotates at a constant speed, the speed of the thread shuttle will be zero if it is small, so the friction tension mechanism always acts as a brake to keep the wire tensioned.
3. If Vp is the average linear velocity of the thread bobbin; Vo is the linear velocity of the pulley on the winding gear; L is the perimeter of the wire of the potentiometer, then
4. When the winding speed ω is not large: the wire bobbin diameter R is small, and the potentiometer profile size H is also small. When the profile is as close as possible to the center of the winding gear, the acceleration change is small and large, and the inertia caused by the acceleration The torque is much smaller

General debugging method of winding machine
General debugging method of winding machine
Some people look at the winding machine and feel a bit like a lathe, but in fact the winding machine has to wind a neat coil. Compared with the smoothness of the lathe, it is much more complicated, so we will find that the lathe has a long time ago The national standard has quantitative standards for its various indicators, but the winding quality of the winding machine has many condensing factors and it is difficult to quantify.
It is precisely because of the above reasons that at first I feel that the winding machine should be very easy to debug, but after the facts, I will be a little frustrated. Although the winding machine debugging is indeed more complicated than imagined, but if we master the basic laws After that, it's not difficult to practice more.
First of all, we must have a preliminary understanding of the structure of the winding machine, otherwise, we are not familiar with the structure of the winding machine, and there is no professional technical personnel training. Automatic debugging of the winding machine will be incompetent.

Side-slip toroidal coil winding machine-wire passing method
Wire passing method of side-slip loop coil winding machine:
For the side-slip toroidal coil winding machine, the setting method of the controller is basically the same as the belt-type toroidal coil winding machine, the difference is that the winding direction and the storage direction, when a person stands on the right side of the winding machine, The storage direction of the belt loop coil winding machine is counterclockwise, while the storage direction of the side slip loop coil winding machine is clockwise, and when winding, the belt loop coil winding machine and the belt loop The direction of the coil winding machine is the same, which is counterclockwise.
Generally, in order to facilitate the observation of the winding situation, we can press the "Start" button twice in the winding phase. At this time, when we turn the rotating handle on the left side of the ring coil winding machine stand by hand, we can easily and clearly Observe the winding process of the enameled wire.

Operation instruction of gear ring machine
Operation instruction of gear ring machine